We use cookies to help us deliver and improve this site. By clicking Confirm or by continuing to use the site, you agree to our use of cookies. For more information see our Cookie Policy.
Useful information on Barrel Pumps
What is a Barrel Pump?
Barrel pumps are designed to provide an easy and safe way to transfer or dispense virtually any chemical from containers such as barrels or drums. Barrel pumps are also called drum pumps. Many different models, tubes lengths and accessories are available to satisfy diverse industry requirements. Some rely on manual operation using handles, levers, or plungers to dispense the fluid.

How does a Barrel Pump work?
Manufacturing and processing plants make extensive use of barrels (typically 100 or 200 litres) to store and transfer chemicals and reagents. These are too heavy to tip up to dispense or empty out the liquids safely. Barrel pumps allow fluids to be transferred from containers such as these in a safe and effective manner.
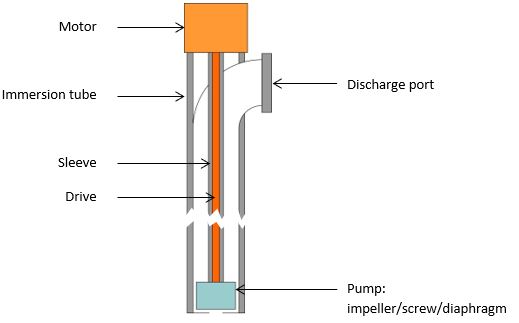
Barrel pumps consist of a motor section, an immersion tube and the pump section. The motor sits on top of the immersion tube on the outside of the container. The immersion tube – which is as long as the container is deep – fits through, and is often sealed to, an opening on the top of the container. Different tube lengths are available to cater for varying container depths and different material constructions are on offer depending on the media to be pumped. The pump section is located at the lower end of the immersion tube. The pump is driven from the top of the immersion tube, using an extended shaft protected by a sealed column. The pumped liquid flows between the sleeve and the tube to the discharge port at the motor end of the immersion tube.
Barrel pumps for low or medium viscosity fluids generally employ extended centrifugal pumps with single, double or multiple impellers. The rotation of the impeller discharges the liquid up the tube and out of a port at the top of the immersion tube.
For medium and viscosity fluids, positive displacement pumps are more suitable. For medium viscosity fluids (up to 2000cP), PTFE screw-type lifting compressors are often used. Typical applications include the transfer of inks, paints, solvents and food products. For higher viscosities (up to 100,000cP), a progressive cavity design is more suitable. Typical applications include the transfer of oils, resins, solvents, waxes, adhesives, gear lube, glycerine, silicone, lotions, polymers, honey, juice concentrate, hair and bath gel, corn syrup, etc. FDA-compliant material options are available.
What are the main features of a Barrel Pump?
A barrel pump contains several components that will be in contact with the pumped fluid in addition to the outer pump tube material. It is important that the wetted parts are resistant to corrosion and, if the fluid is flammable or combustible, safe to use at the operating temperature. Pump tubes and other parts are generally available in polypropylene, 316 stainless steel, PVDF, CPVC and pure polypropylene.
A wide choice of wetted materials, offer resistance to chemical corrosion in most environments.
| Material | Use |
|---|---|
| PP (polypropylene) | Acids, alkalis and detergents up to 50°C |
| PVDF (polyvinylidene fluoride) or CPVC (chlorinated polyvinyl chloride) |
Chlorine bleach, chromic acid, hydrofluoric acid, nitric acid, sulfuric acid (up to 90°C) |
| Aluminium | Oil products such as diesel, heating oil, hydraulic oils, gear oils, engine oils, mineral oils and motor oils up to 1,000 mPas |
| 316 stainless steel | Aggressive and flammable media and food |
Most manufacturers offer a range of interchangeable motors and immersion tubes, of various lengths, so barrel pumps can be customised for different containers and operating environments. Generally, a motor can be quickly and easily disconnected and used with another pump tube. When an electrical supply is not available, air-powered motors can be used instead. Pumps can be disassembled in the field and parts are individually replaceable.
The tube length is determined by the container size. For example, a standard 200-litre/45-gallon barrel requires a 100 cm tube. 15- and 30-gallon containers use smaller lengths.
Applications for barrel pumps are usually simple fluid transfers so high flow rates and head pressure capabilities are generally not required. However, pump models are available in cases which require these features, for example, for the rapid emptying of larger tanks or where it is necessary to transfer liquids to an elevated position, or to pump higher viscosity fluids.
What are the benefits and disadvantages of a Barrel Pump?
The main advantage of a barrel pump is that it eliminates the many risks that arise from the manual handling of containers: injuries, chemical splashing and leaks, and toxic fumes. Barrel pumps are lightweight and portable, and therefore easy to transfer between containers.
There is a pump design for any application: centrifugal pumps with single, double or multiple impeller designs for fluids of low viscosity, positive displacement, screw-type pumps ideal for liquids of medium viscosity and those containing small particulates and progressive cavity designs suitable for viscous fluids and capable of achieving low pulsation, gentle flows.
Barrel pumps are generally configured for a specific container size. For example, the immersion tube may not be long enough to reach the bottom of a different container and so will be unable to drain it. However, parts are designed to be interchangeable and it should be possible to repurpose a barrel pump fairly easily. Similarly, a barrel pump constructed for one type of fluid may not be able to discharge another because of a difference in viscosity or chemical incompatibility.
Barrel pumps must be small and lightweight so both the throughput and achievable head pressure are often limited. Typical flow rates are 20 – 151 l/min with the highest flow rates achieved with low viscosity liquids and powerful electric motors. With more viscous fluids and air-driven motors the maximum flow rates are only about 60 l/min.
Pumped fluid must pass up to the discharge port within the immersion tube and around the outside of the extended drive shaft. With external tube diameters of only about 50mm the restricted space means that barrel pumps are unable to handle solids or slurries. In applications where this is a possibility, barrel pumps are usually fitted with strainers and filters.
What are Barrel Pumps used for?
The following table lists some of the common uses of barrel pumps:
| Use | Fluid Type |
|---|---|
| Chemical industry, research laboratories | Reagents, acids, bases, detergents |
| Oil industry | Fuels, oils, greases |
| Water treatment | Sodium hypochlorite |
| Textiles | Bleach, softeners |
| Electric generating plants | Boiler treatments |
| Metal-plating, Electronics manufacturing | Plating solutions |
| Food manufacturing, hospitals | Cleaning solutions |
| Metal working | Coolants, cleaning solutions |
| Swimming pool treatment | Alkali, acids |
What is the required head and flow?
Is your application a simple transfer or do you need higher flow rates or higher head capabilities? This information will help you select an appropriate motor.
What is the fluid?
Ensure that the barrel pump tube materials are compatible with the fluid being pumped. Use a chemical resistance guide to select an outer tube material that is resistant to the material being pumped. Is the fluid flammable or combustible? Different barrel pumps have different capabilities when pumping fluids that have a specific gravity greater than 1.0 or a viscosity greater than 1 cP. The capabilities are based upon the pump design and the motor driving the pump.
What temperature is the fluid?
Immersion tubes have upper temperature limits for safe operation.
What is the container size?
A standard 200 litre/45-gallon barrel uses a 100cm long pump tube. 15- and 30-gallon containers use smaller lengths.
What is the power source?
Determine if the site has a particular motor style preference - electric, explosion proof electric or air. For electric motors, check what voltage is required. Manually operated barrel pumps may use levers or plungers. Some may offer double action mechanisms with fluid delivered on both strokes of the lever.
What accessories do you need?
To tailor a barrel pump for a specific application, manufacturers often provide a comprehensive range of accessories:
- Flexible hoses
- Static protection kits
Ensures the safe transfer of flammable or combustible liquids when used with stainless steel tube pumps and air or explosion proof electric motors. - Barrel adapters
Ensures a tight fit of the tube in the barrel and eliminates the risk of leaks or fumes, available in a variety of materials of construction. - Flow meters
Allows the accurate measurements of the liquid being pumped - Filter/lubricator assemblies
Ensures a dry, lubricated air supply for air drive motors - Nozzles
Allows control of liquid flow - Strainers
Protects pump from damage by foreign objects
Summary
A barrel pump is a portable pump specifically designed to allow the safe and efficient transfer of fluids from barrels. 200 litre barrels make up the majority of applications, but barrel emptying pumps can also be used for 20, 50, 100, 500, 1000 and 1250 litre containers.
Many different designs and pump configurations are available depending on the size and type of container, the media being pumped and the on-site power supply. Hand-operated pumps are available for small-scale applications and when power supplies are not available.
More info on barrel pumps |
|---|
Send us your enquiry |
Contact us |