We use cookies to help us deliver and improve this site. By clicking Confirm or by continuing to use the site, you agree to our use of cookies. For more information see our Cookie Policy.
Useful information on Internal Gear Pumps
What is an internal gear pump?
A gear pump is a type of positive displacement (PD) pump. Gear pumps use the actions of rotating cogs or gears to transfer fluids. The rotating gears develop a liquid seal with the pump casing and create suction at the pump inlet. Fluid, drawn into the pump, is enclosed within the teeth of the rotating gears and transferred to the discharge. A gear pump delivers a smooth pulse-free flow proportional to the rotational speed of its gears.
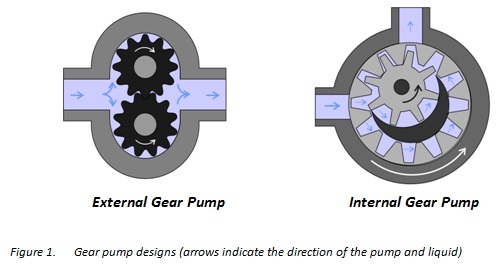
There are two basic designs of gear pump: external and internal (Figure 1). An external gear pump consists of two identical, interlocking gears supported by separate shafts. An internal gear pump operates on the same principle but the two interlocking gears are of different sizes with one rotating inside the other. The larger gear (the rotor) is an internal gear i.e. it has the teeth projecting on the inside. Within this is a smaller external gear (the idler – only the rotor is driven) mounted off-centre. This is designed to interlock with the rotor such that the gear teeth engage at one point. A pinion and bushing attached to the pump casing holds the idler in position. A fixed crescent-shaped partition or spacer fills the void created by the off-centre mounting position of the idler and acts as a seal between the inlet and outlet ports.
This article describes internal gear pumps in more detail.
How does an internal gear pump work?
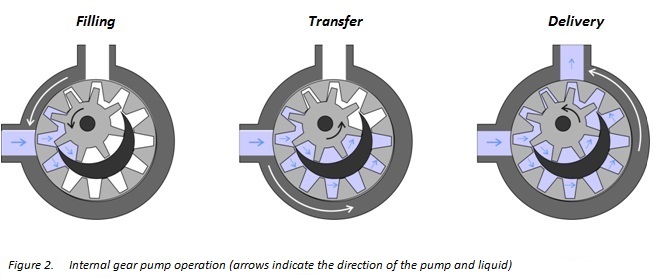
There are three stages in an internal gear pump’s working cycle: filling, transfer and delivery (Figure 2).
-
As the gears come out of mesh on the inlet side of the pump, they create an expanded volume. Liquid flows into the cavities and is trapped by the gear teeth as the gears continue to rotate against the pump casing and partition.
-
The trapped fluid is moved from the inlet, to the discharge, around the casing.
-
As the teeth of the gears become interlocked on the discharge side of the pump, the volume is reduced and the fluid is forced out under pressure.
Close tolerances between the gears and the casing allow the pump to develop suction at the inlet and prevent fluid from leaking back from the discharge side (although leakage is more likely with low viscosity liquids).
What are the main features and benefits of an internal gear pump?
Gear pumps are compact and simple with a limited number of moving parts. Gear pumps are unable to match the pressure generated by reciprocating pumps or the flow rates of centrifugal pumps but offer higher pressures and throughputs than vane or lobe pumps. Internal gear pumps have better suction capabilities than external gear designs and are more suited to high viscosity fluids, although they have a useful operating range from 1cP to over 1,000,000cP.
Since output is directly proportional to rotational speed, internal gear pumps are commonly used for metering and blending operations. The low internal volume provides for a reliable measure of liquid passing through a pump and hence accurate flow control.
Internal gear pumps can be engineered to handle aggressive liquids. While they are commonly made from cast iron or stainless steel, new alloys and composites allow the pumps to handle corrosive liquids such as sulphuric acid, sodium hypochlorite, ferric chloride and sodium hydroxide.
What are the limitations of an internal gear pump?
Internal gear pumps are self-priming and can dry-lift although their priming characteristics improve if the gears are wetted. The gears need to be lubricated by the pumped fluid and should not be run dry for prolonged periods. Some gear pump designs can be run in either direction so the same pump can be used to load and unload a vessel, for example.
The close tolerances between the gears and casing mean that these types of pump are susceptible to wear particularly when used with abrasive fluids or feeds containing entrained solids. External gear pumps have four bearings in the pumped medium, and tight tolerances, so are less suited than internal gear designs to handling abrasive fluids. For these applications, internal gear pumps are more robust having only one bearing (sometimes two) running in the fluid. A gear pump should always have a strainer installed on the suction side to protect it from large, potentially damaging, solids.
Generally, if the pump is expected to handle abrasive solids it is advisable to select a pump with a higher capacity so it can be operated at lower speeds to reduce wear. However, it should be borne in mind that the volumetric efficiency of a gear pump is reduced at lower speeds and flow rates. A gear pump should not be operated too far from its recommended speed.
For high temperature applications, it is important to ensure that the operating temperature range is compatible with the pump specification. Thermal expansion of the casing and gears reduces clearances within a pump and this can also lead to increased wear, and in extreme cases, pump failure.
Despite the best precautions, gear pumps generally succumb to wear of the gears, casing and bearings over time. As clearances increase, there is a gradual reduction in efficiency and increase in flow slip: leakage of the pumped fluid from the discharge back to the suction side. Flow slip is proportional to the cube of the clearances between the cog teeth and casing so, in practice, wear has a small effect until a critical point is reached, from which performance degrades rapidly.
Gear pumps continue to pump against a back pressure and, if subjected to a downstream blockage will continue to pressurise the system until the pump, pipework or other equipment fails. Although most gear pumps are equipped with relief valves for this reason, it is always advisable to fit relief valves elsewhere in the system to protect downstream equipment.
The lower speeds, greater clearances and higher internal volumes of internal gear pumps make them more suitable for shear-sensitive liquids such as foodstuffs, paint and soaps than external gear designs. Internal gear pumps are also preferred when hygiene is important because of their mechanical simplicity and the fact that they are easy to strip down, clean and reassemble.
What are the main applications for internal gear pumps?
Internal gear pumps are versatile with an effective operating viscosity range of 1cP to 1,000,000cP. They are often used on thin liquids such as water, solvents and fuel oil but excel at pumping thick liquids such as asphalt, chocolate, and adhesives. Internal gear pumps also have a wide operating temperature range (up to 400°C) making them suitable for pumping difficult fluids such as tar and molten sulphur.
Some typical applications of internal gear pumps are:
-
Fuel oil and lube oil
-
Resins and polymers
-
Alcohols and solvents
-
Asphalt, bitumen, and tar
-
Polyurethane foam (Isocyanate and polyol)
-
Food products such as corn syrup, chocolate, and peanut butter
-
Paint, inks, and pigments
-
Soaps and surfactants
-
Glycol
Summary
An internal gear pump moves a fluid by repeatedly enclosing a fixed volume within interlocking gears, transferring it mechanically to deliver a smooth pulse-free flow proportional to the rotational speed of its gears.
Internal gear pumps are versatile, being capable of operating across a wide range of fluid viscosities and temperatures. They are preferred to external gear designs in applications involving higher viscosity fluids, at high temperatures and with fluids containing solids. Typically, internal gear designs operate at lower rotational speeds than external gear designs, have greater clearances and are therefore less susceptible to wear in these applications. For the same reasons, internal gear pumps are also better suited to pumping shear-sensitive fluids.
More info on gear pumps |
|---|
General information |
Send us your enquiry |
Contact us |