We use cookies to help us deliver and improve this site. By clicking Confirm or by continuing to use the site, you agree to our use of cookies. For more information see our Cookie Policy.
Universal Seal Internal Gear Pumps
- Overview
- Features & Benefits
- Specifications
- Other Info
- Case Studies
Overview
Viking Universal Seal Pumps are designed to meet the demands of heavy-duty, industrial pumping applications and incorporate essential features for reliable, low-maintenance pumping, even in the most challenging environments.
This range of internal gear pumps comprises 12 standard size options providing flow rates up to a maximum of 365 m3/hr and pressures to 14 bar. An important feature of Viking Universal Seal Pumps is that they are designed to accommodate virtually all types of seal. These can be packing, component or cartridge mechanical seals which can be easily fitted, usually without bracket modifications or Viking’s new patented O-Pro barrier seal which uses a series of o-rings to create a robust seal and lubrication chamber. This means that operators have the flexibility to benefit from the latest sealing technology to both maximise performance and to meet ever-changing fugitive emissions standards.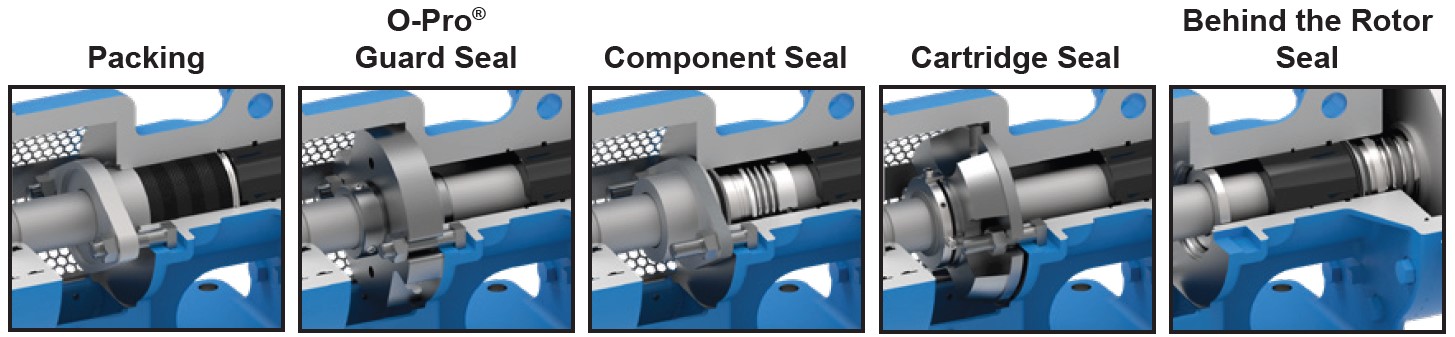
Viking Universal Seal Pumps are easy to maintain as the simple design of their internal gear pumps means that there are only two moving parts. The back pullout design of the seal housing allows drive end access to the pump seal for quick and easy replacement without removing the pump or rotor, helping to keep downtime to a minimum. The seal housing is a solid one-piece cast bracket which helps reduce shaft deflection, so prolonging seal life. The pumps are equipped with heavy duty bearings and bushings and so support of the pump shaft is enhanced which in turn helps extend the life of the pump and the seal.
As well as accommodating virtually all types of seal, the Universal Seal pumps are available in a wide range of construction materials including cast iron, ductile iron, cast steel, stainless steel and alloy C allowing broad chemical compatibility with a huge range of liquids. There are also jacketing options available for all the critical areas of the pumps including the bracket, seal, casing, flanges, head and relief valve. This ensures that key components can be heated or cooled rapidly and accurately so allowing faster start-up and providing uniform, accurate temperature control.
The pumps can handle a wide range of liquids with viscosities from 0.1 to 440,000 cSt and are suitable for operation in applications with temperatures of -85°C to +425°C. They are ideal for high volume, continuous duty liquids transfer across many industry sectors including, general processing, chemicals, food & beverage, oil & gas, refining, plastics, resins and rubber and pulp & paper.
A recent option of a ribbed idler gear has been introduced for applications involving the handling of solid particles and/or crystals. This was specifically designed for sugar refining where damage to crystals can be caused by gear-rotor contact. The ribbed idler is designed so that 80% of the gear flank is not in contact with the idler gear.
For more information on things to consider when pumping sugar solutions please click here
Recently Viking have improved their robust design of Universal Seal pumps that have been used for many years of successful asphalt and bitumen transfer by adding shaft seal leak prevention through the use of Viking's O-Pro seal. For more information on the new asphalt ASP series pumps please click here
Another new option for the Universal Seal range is the addition of a series of pumps specifically designed for the chocolate processing industries – the CHC Series. These pumps offer:-
- Leakage Prevention - provided by the double o-ring Seal with grease barrier, along with better gaskets
- Reliability - which is improved by ensuring there’s no place for chocolate to bind up - in the bracket, behind the rotor, or in the idler bushing
- Commonality of pumps and parts is ensured by creating a chocolate series that will work regardless of liquid, without lots of special parts or clearances
- Safety is ensured through use of food grade materials, and documented with EC1935 compliance
For more information on Viking’s new chocolate series with it’s revolutionary new shaft sealing system, please click here